
Нержавеющая сталь — это сплав железа с хромом, никелем и другими элементами, которые придают ей уникальные свойства. Она известна своей высокой стойкостью к коррозии и окислению. Благодаря свои преимуществам, нержавеющая сталь часто используется в различных производственных отраслях.
Особенности резки деталей из нержавейки
Нержавеющая сталь довольно плохо поддаётся обработке. Например, при механической резке очень трудно добиться аккуратных и точных срезов. При тепловой обработке нержавейка может перегреваться и размягчаться, а поверхность детали окисляется и покрывается трещинами.
Свойства сплава, которые мешают резке:
- Жёсткость материала. Нержавеющая сталь имеет высокую жёсткость и твёрдость, поэтому для её обработки необходимо использовать специальное оборудование и инструменты. Повышенная жёсткость делает сталь менее податливой и гибкой, что затрудняет процесс резки. Кроме того, более жёсткая сталь имеет склонность к образованию трещин или сколов при воздействии высоких нагрузок. Это может привести к увеличению брака на производстве;
- Высокая теплопроводность. Высокая температура может вызывать окисление нержавеющего сплава. Нержавейка обычно содержит хром, образующий защитную плёнку на поверхности металла, которая предотвращает дальнейшую реакцию с окружающей средой. При воздействии высоких температур плёнка может разрушаться, что приводит к окислению и коррозии нержавеющей стали;
- Большое количество легирующих примесей. Из-за большого содержания легирующих присадок в стали возможно образование шлакового налёта на поверхности разреза. Шлак может содержать компоненты, которые делают материал твёрдым и жёстким. Это затрудняет проникновение режущего инструмента и может приводить к затуплению режущей кромки. Также шлак может создавать дополнительное трение между материалом и режущим инструментом.
Самым эффективным методом резки нержавейки считается лазерная обработка. В некоторых случаях она является единственным способом резки нержавеющей стали. С помощью лазера можно обрабатывать большое количество металлических заготовок и создавать сложные детали.
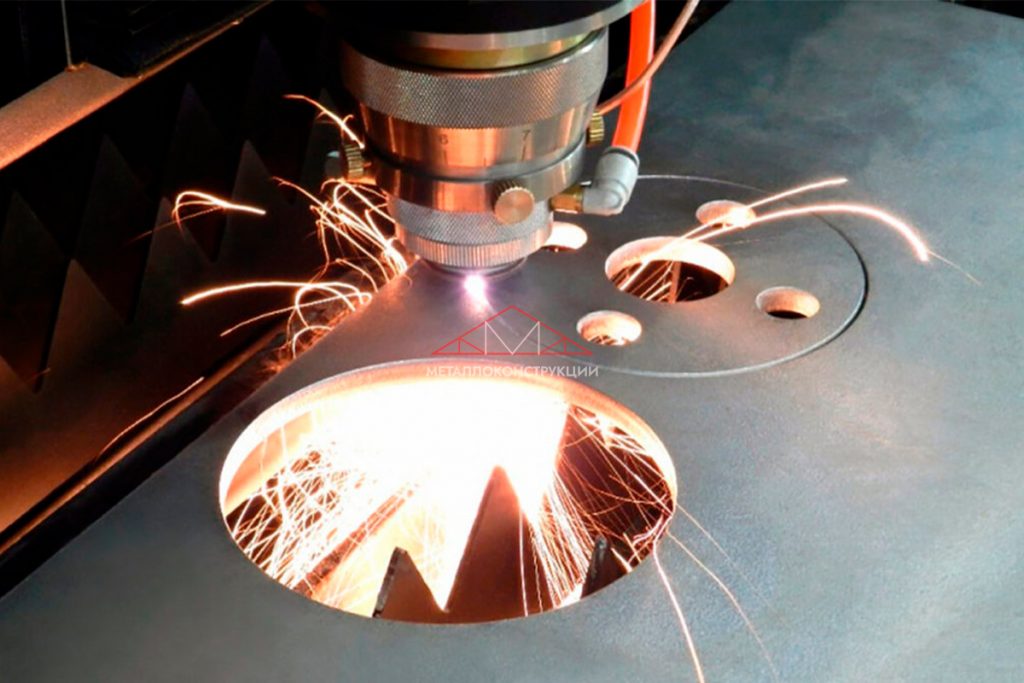
Как проводится лазерная резка
В металлообработке лазерный луч — это сфокусированный поток нагретого газа. Диаметр его сечения составляет от 10 до 20 мкм. При такой толщине луча его тепловая мощность достигает 100 МВт/см2. Лазер имеет очень маленький угол расходимости, благодаря чему на поверхности заготовки образуется точка, температура которой достигает температуры плавления металла.
Основной элемент лазерной резки — источник, который генерирует мощный концентрированный луч. Этот лазерный луч направляется на обрабатываемый материал с помощью оптической системы, состоящей из зеркал и линз. Затем лазерный луч фокусируется, чтобы сосредоточить энергию на малой площади и образовать точку плавления. При прохождении лазерного луча через материал происходит нагрев и дальнейшее разрезание заготовки.
Преимущества лазерной резки нержавейки:
- Скорость и точность. Минимальная погрешность реза, высокая скорость обработки и точность резки мелких и тонких деталей, возможность совершать сложный контурный раскрой;
- Высокое качество. Минимальный риск образования брака и производственных отходов, отличная повторяемость, чистота обработанной поверхности;
- Универсальность. Возможность прорезать сталь любой толщины. Минимальный размер диаметра отверстий не превышает 0,5 мм, возможность создавать детали любой сложной формы.
- Отсутствие физического давления на материал;
- Без дополнительной обработки. Нагрев идёт только вдоль режущей кромки, без нагрева остальной части заготовки;
Внедрение лазерных технологий позволило значительно повысить качество стальных изделий и увеличить серийность продукции. Лазерную резку можно применять на деталях из любых сплавов, с любой плотностью и жёсткостью.
Лазерная резка нержавейки
Для обработки стальных изделий используются специальные лазерные установки. Они состоят из излучателя, формирователя луча, системы создания рабочего газа и системы автоматики. Современное оборудование самостоятельно рассчитывает объём подаваемого газа и мощность лазерного луча. Они автоматически контролируют движение лазера и положение заготовки, чтобы создать максимально точный разрез.
Установки для лазерной резки бывают трёх основных типов:
- Твердотельные. Наиболее распространённый тип установок для резки нержавейки. Они генерируют лазерное излучение через твёрдый материал, обычно через кристалл или стекло. Эти установки обладают высокой эффективностью и надёжностью, а также имеют длительный срок службы;
- Газовые. Используют газовые лазеры для генерации лазерного излучения. Они работают на основе высокочастотного электрического разряда в газовой среде. Популярными типами лазеров являются СО2-лазеры и азотные лазеры. Газовые установки обычно обладают высокой скоростью резки и хорошим качеством реза. Они применяются для резки толстого листового металла;
- Газодинамические. Используют шоковые волны, возникающие при взаимодействии лазерного излучения с газовым потоком. Эти установки обладают высокой скоростью резки, а также могут обрабатывать различные материалы, включая металлы, композиты и керамику. Газодинамические установки часто используются в авиационной индустрии и космической технике для резки деталей сложной формы.
Лазерная резка — одна из самых инновационных и перспективных технологий, которая становится популярней с каждым годом. Она позволяет увеличить объёмы производства, значительно сократить время изготовления и снизить ошибки. Благодаря чему удаётся сократить расходы и увеличить эффективность предприятия.

